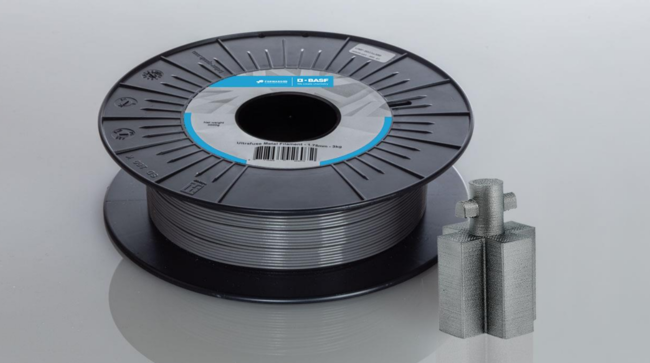




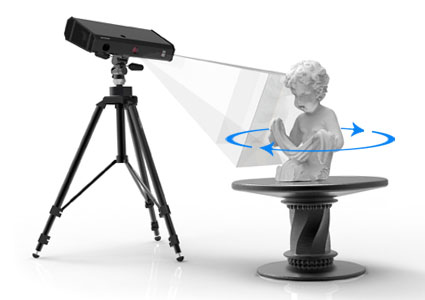

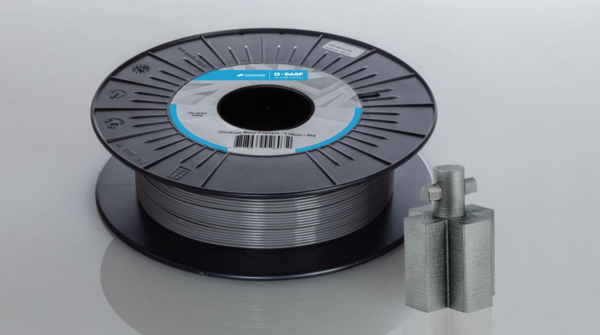

BASF Ultrafuse 316L - металический филамент для 3д принтера
Описание
Instructions for Debinding and Sintering of 316L metal filament
-
Debinding
-
Nitric acid debinding: Catalyzed by 98% nitric acid in N2 atmosphere, the debinding temperature is about 110-120℃. The debinding time depends on the thickness of the product . For thin products, it is about 1mm/1h. For an owl with a wall thickness of 1.8mm, the acid time is basically ok for 2h.
Owl debinding process: N2 flushing debinding rate, about 40min → 2h after injecting HNO3 gas (acid, the effective time of debinding by acid) → N2 flushing → End of debinding.
Remarks:
1. Excessive debinding time will not affect the performance of the product;
2. The debinding time mentioned above refers to the acid time;
3. Oxalic acid debinding can also be used, and the debinding temperature is 130-140℃
-
Oxalate debinding
Under N2 atmosphere, anhydrous oxalic acid gas catalyzes debinding, and the debinding temperature is about 130-140℃.
Debinding process: N2 flushing and debinding rate, about 40min → passing oxalic acid gas n h (acid, the effective time of debinding by acid) → N2 flushing, about 40min → end of debinding
Remarks:
1. Excessive debinding time will not affect the performance of the product;
2. The debinding time mentioned above refers to the acid time;
3. It is currently changing to oxalate debinding, which is more environmentally friendly than nitric acid.
-
sintering
The product is placed on an Al2O3 ceramic plate with a purity of > 99% and sintered under inert gas (Ar or H2) or vacuum conditions.
1. The room temperature should be increased to 600℃ at 4℃/min and keep it warm for 1h;
2. At 600℃, raise it to 1385℃ at 3℃/min, and keep it warm for 2.5h;
3. Take it out after cooling in the furnace.


Opps
For This Quantity